PP-R Muffe reduziert - 25x20
0,37 € exkl. MwSt.



- für die Warm- und Kaltwasserverteilung
- für Schweißanschlüsse
Erforderliche Werkzeuge
1/ Elektroschweißgerät zum Polyfusionsschweißen, ausgestattet mit Schweißaufsätzen in der erforderlichen Größe
2/ Berührungsthermometer
3/ Spezielle Schere oder Cutter (im Notfall eine Bügelsäge)
4/ Scharfes Taschenmesser mit kurzer Klinge
5/ Lappen aus nicht-synthetischem Material
6/ Bügeleisen
7/ Messgerät, Marker
Vorbereitung des Geräts
1/ Befestigen Sie zunächst die Schweißaufsätze fest am Schweißgerät.
2/ Stellen Sie das Schweißgerät mit Hilfe des Reglers auf eine Temperatur von 250°-270°C ein und schließen Sie es an das Stromnetz an (die Aufwärmzeit des Schweißgeräts richtet sich nach den Umgebungsbedingungen)
3/ Reinigen Sie die Schweißaufsätze im aufgeheizten Zustand mit einem Lappen aus nicht synthetischem Material von Verschmutzungen, die bei früheren Schweißarbeiten entstanden sind, um die Teflonschicht nicht zu beschädigen.
4/ Sie können mit der Schweißmaschine arbeiten, nachdem Sie sich mit Hilfe der LED und des Berührungsthermometers vergewissert haben, dass die Schweißmaschine ausreichend heiß ist; das Berührungsthermometer dient zur Einstellung der Temperatur auf 250 - 270 °C
5/ Überprüfen Sie die korrekte Funktion der Spezialschere oder des Schneidrads durch ein oder zwei Probeschnitte am Proberohr - der Außendurchmesser des Rohrs darf beim Probeschnitt nicht eingeklemmt werden
Vorbereitung des Materials
1/ Prüfen Sie das gesamte Material vor Beginn der Arbeiten gründlich
- Die Elemente dürfen die Wand in keiner Weise schwächen
- Prüfen Sie die Funktionstüchtigkeit der Verschlusselemente vor dem Einbau und kontrollieren Sie die Gewinde mit einem Korrosionsschutzprüfgerät
- Reinigen und entfetten Sie die Schweißkehlen und die in die Kehle einzuführenden Rohrteile
- Fittings auf den Dorn schieben und prüfen, ob sie nicht zu locker auf dem Dorn sitzen - Fittings, die auf dem Dorn wackeln, verwerfen!!!
Das eigentliche Schweißverfahren
1/ Messen Sie die erforderliche Länge des Rohrs und schneiden Sie das Rohr ab (wenn Sie eine Metallsäge verwenden müssen, verwenden Sie ein Messer, um die Schnittkante des Rohrs von Graten zu befreien)

2/ Außerdem wird empfohlen, die Außenkante des zu erwärmenden Rohrendes in einem Winkel von 30°-45° mit einem Messer oder Spezialwerkzeug zu schneiden, insbesondere bei Durchmessern über 40 mm (Entgraten).
- Dadurch wird verhindert, dass sich das Material beim Einführen des Rohrendes in den Fitting bündelt.
3/ Es wird empfohlen, die Länge des Einführens des Rohrendes in den Fitting entsprechend der Tiefe der Schweißmuffe des Fittings mit einem Markierungsstift auf dem Rohr zu markieren. Es ist zu beachten, dass das Rohrende nicht bis zum Anschlag in die Fittingmuffe geschoben werden darf. Es muss ein Spielraum von mindestens 1 mm für das zu sammelnde Material gelassen werden, das den Querschnitt des Fittings an der Schweißstelle verengen würde.
4/ Es wird auch empfohlen, die Position der Schweißnaht auf dem Rohr und auf dem Fitting zu markieren, um ein Verdrehen des Rohrs gegenüber dem Fitting nach dem Einsetzen zu verhindern. Zu diesem Zweck können die Montagenuten an den Fittings verwendet werden.
5/ Nach der Markierung müssen die geschweißten Flächen gereinigt und entfettet werden. Ohne diese Entfettung können die Schweißlagen nicht optimal miteinander verbunden werden!
6/ Schieben Sie zunächst einen Fitting, der eine dickere Wand als das Rohr hat und länger zum Erwärmen braucht, auf die beheizte Verlängerung und prüfen Sie, ob er nicht zu locker auf der Verlängerung sitzt. Ein Fitting, das nicht über die gesamte Fläche der Verlängerung passt, ist zu verwerfen, da eine ungleichmäßige Erwärmung zu einer schlechten Schweißqualität führt. Stecken Sie das Rohr nach dem Fitting in den Heizaufsatz. Für die Dichtheit des Einsteckens gilt das Gleiche wie für das Fitting.

7/ Erhitzen Sie beide Teile während der in der Tabelle angegebenen Zeit:
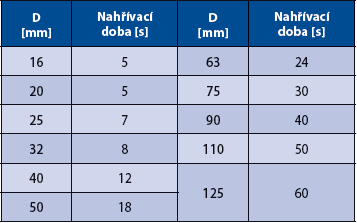
Die Erwärmungszeit wird ab dem Moment gemessen, in dem das Rohr und der Fitting über die gesamte markierte Länge auf die Schweißvorrichtung geschoben werden. Wenn das Rohr und der Fitting nicht richtig auf dem Dorn sitzen, ist eine leichte Drehung der beiden Teile (max. 10°) möglich, bevor sie auf der gewünschten Länge sitzen. Während der Aufwärmphase ist keine Drehung erlaubt, um ein Verklumpen des Materials zu vermeiden.
8/ Nach Ablauf der Anwärmzeit Fitting und Rohr aus der Schweißvorrichtung nehmen und durch axiales Einschieben des Rohres ohne Drehung in die Muffe des Fittings bis zur Einstecktiefe mit mäßigem, langsamem und gleichmäßigem Druck verbinden. Die axiale Verbindung zwischen dem Rohr und dem Fitting ist zu überprüfen.

9/ Die nachstehende Tabelle zeigt die Zeiten von der Entnahme aus der Verlängerung bis zum Einsetzen des Rohrs in das Fitting:
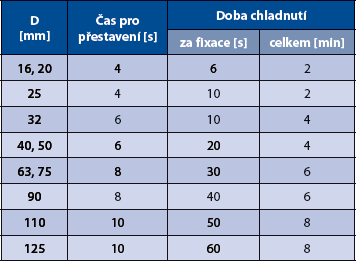
Wird die angegebene Zeit überschritten, besteht die Gefahr, dass die geschmolzene Schicht abkühlt und eine kalte Verbindung von schlechter Qualität entsteht. Befestigen Sie die neue Verbindung und lassen Sie sie entsprechend den Zeitangaben in der obigen Tabelle abkühlen. Danach kann sich das Rohr nicht mehr durch den Schweißdruck und die Lageveränderung des Fittings zum Rohr vom Fitting lösen.
Das Rohr kann frühestens 1 Stunde nach der letzten Schweißung mit Wasser befüllt werden.
Wir sind in der Lage, andere als die in unserem Angebot aufgeführten Dimensionen zu liefern. Bitte senden Sie uns eine Anfrage, um die Verfügbarkeit zu prüfen.