PP-R Rohr PN 20 - d 20 x 3,4
1,43 € exkl. MwSt.

Rohre können nicht zu anderen bestellten Waren hinzugefügt werden.
Maximale Länge:
DeutschlandGEIS CARGO - 2,4m
GLS - 1,95m
Österreich
GEBRÜDER WEISS - 3m
Schweiz
Individuelle Preisgestaltung
Bestimmt:
- für die Verteilung von heißem und kaltem Wasser
- für das Verbinden durch Schweißen
Benötigtes Werkzeug
1/ Elektrisches Schweißgerät für Polyfusionsschweißen, ausgestattet mit Schweißaufsätzen der erforderlichen Dimension
2/ Kontaktthermometer
3/ Spezielle Scheren oder Schneidwerkzeug (im Notfall eine Eisensäge)
4/ Scharfes Taschenmesser mit kurzer Klinge
5/ Lappen aus nicht synthetischem Material
6/ Brennspiritus
7/ Meter, Marker
Werkzeugvorbereitung
1/ Zuerst befestigen wir die Schweißaufsätze fest am Schweißgerät
2/ Stellen Sie das Schweißgerät mit dem Regler auf eine Temperatur von 250 ° – 270 °C ein und schließen es an das Stromnetz an (die Aufwärmzeit des Schweißgeräts hängt von den Umgebungsbedingungen ab)
3/ Nach dem Aufwärmen reinigen wir die Schweißaufsätze von Schmutz des vorherigen Schweißvorgangs mit einem Lappen aus nicht synthetischem Material, um die Teflonbeschichtung nicht zu beschädigen
4/ Mit dem Schweißgerät können wir erst dann arbeiten, wenn wir mit einer LED-Anzeige und dem Kontaktthermometer sicherstellen, dass das Schweißgerät ausreichend aufgeheizt ist. Das Kontaktthermometer dient zur Feinabstimmung der Temperatur auf 250 – 270 °C
5/ Die ordnungsgemäße Funktion spezieller Scheren oder Schneidräder überprüfen wir mit einem oder zwei Kontrollschnitten an einem Testrohr - beim Kontrollschneiden darf der äußere Durchmesser des Rohres nicht verformt werden
Vorbereitung des Materials
1/ Überprüfen Sie das gesamte Material gründlich, bevor Sie mit der Arbeit beginnen
• Bei den Bauteilen darf die Wand nicht in irgendeiner Weise geschwächt sein
• Bei den Verschlussbauteilen prüfen wir vor der Montage die Funktionsfähigkeit und überprüfen die Gewinde mit dem Gegenstück
• Schweißhülsen und Rohrteile, die in die Hülse eingeschoben werden, reinigen und entfetten
• Die Formstücke auf den Dorn setzen und sicherstellen, dass sie nicht zu locker auf dem Dorn sitzen - Formstücke, die auf dem Dorn wackeln, müssen ausgeschieden werden!!!
Schweißverfahren
1/ Messen Sie die erforderliche Rohrlänge und schneiden Sie das Rohr ab (falls dabei eine Eisensäge verwendet werden muss, reinigen Sie die abgeschnittene Kante des Rohrs mit einem Messer von Graten)

2/ Es wird empfohlen, den äußeren Rand des Rohrendes, das zum Erwärmen bestimmt ist, mit einem Messer oder speziellen Gerät im Winkel von 30 ° – 45 ° zu fasen, insbesondere bei Durchmessern über 40 mm (Entgraten)
• Dies verhindert das Verziehen des Materials beim Einführen des Rohrendes in das Formstück
3/ Mit einem Marker oder Marker wird empfohlen, die Länge des Rohrs zu kennzeichnen, die in das Formstück eingeführt werden soll, gemäß der Tiefe des Schweißkragens des Formstücks. Dabei muss berücksichtigt werden, dass das Ende des Rohrs nicht bis zum Anschlag im Kragen des Formstücks gedrückt werden darf. Es muss ein Freiraum von mindestens 1 mm für das verdrängte Material bleiben, das den Querschnitt des Formstücks an der Schweißstelle verengen würde.
4/ Es wird auch empfohlen, die Schweißposition am Rohr und am Formstück zu markieren, um ein Verdrehen des Rohrs gegenüber dem Formstück nach dem Einsetzen zu verhindern. Zu diesem Zweck können Montagekerben an den Formstücken verwendet werden.
5/ Nach der Markierung müssen die Schweißflächen gereinigt und entfettet werden. Ohne diese Entfettung kann es zu keiner idealen Verbindung der geschmolzenen Schichten kommen! Jetzt beginnen wir mit dem Erwärmen.
6/ Zuerst setzen wir das Formstück, das eine dickere Wand hat als das Rohr und daher länger erwärmt werden muss, auf den erwärmten Aufsatz und prüfen, ob es nicht zu locker auf dem Aufsatz sitzt. Das Formstück, das nicht vollständig auf dem Aufsatz aufliegt, wird ausgeschieden, da ungleichmäßiges Erwärmen zu einer minderwertigen Schweißnaht führt. Nach dem Formstück setzen wir das Rohr in den Erwärmungsaufsatz ein. Die gleiche Toleranz gilt auch für das Formstück.

7/ Beide Teile werden gemäß der Tabelle für die erforderliche Zeit erwärmt:
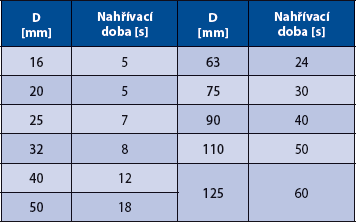
Die Aufwärmzeit wird ab dem Moment gemessen, in dem sowohl das Rohr als auch das Formstück vollständig in den Schweißaufsatz eingesetzt sind, bis zur markierten Länge. Bei unsachgemäßem Einführen des Rohrs und des Formstücks auf den Dorn ist eine leichte Drehung beider Teile (max. 10°) möglich, bevor sie in die gewünschte Länge eingesetzt sind. Während des Erwärmens darf keine Drehung erfolgen, um Materialverdrängungen zu vermeiden.
8/ Nach Ablauf der Aufwärmzeit nehmen wir das Formstück und das Rohr aus dem Schweißaufsatz und verbinden sie, indem wir das Rohr mit gleichmäßigem Druck ohne Drehung in die Formstückhülse bis zur markierten Tiefe schieben. Wir überprüfen die axiale Verbindung des Rohrs mit dem Formstück.

9/ Die untenstehende Tabelle gibt die Zeiten an, die ab dem Zeitpunkt des Entfernens des Aufsatzes bis zum Einführen des Rohrs in das Formstück gelten:
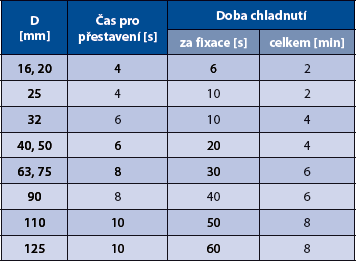
Bei Überschreitung der angegebenen Zeit besteht die Gefahr, dass die geschmolzene Schicht abkühlt und eine minderwertige kalte Verbindung entsteht. Die frische Verbindung fixieren wir und lassen sie gemäß den Zeitangaben in der obigen Tabelle abkühlen. Danach kann das Rohr nicht mehr aus dem Formstück herausrutschen, da der Schweißdruck und die Änderung der Position des Formstücks gegenüber dem Rohr nicht mehr erfolgen können.
Das Befüllen der Rohrleitung mit Wasser ist frühestens 1 Stunde nach der letzten Schweißnaht möglich.
Wir können auch andere Größen liefern, als in unserem Angebot angegeben. Bitte senden Sie uns eine Anfrage zur Verfügbarkeit.