PP-R Rohrbogen mit Scheibe Innengewinde - 20 x 1/2" Innengewinde
2,55 € exkl. MwSt.



Wir sind auch in der Lage, andere Abmessungen als die in unserem Angebot aufgeführten zu liefern. Senden Sie uns eine Anfrage, um die Verfügbarkeit zu prüfen.
- zur Warm- und Kaltwasserverteilung
- zum Fügen durch Schweißen
Notwendige Werkzeuge
1/ Elektrische Schweißmaschine zum Polyfusionsschweißen, ausgestattet mit Schweißaufsätzen in den erforderlichen Abmessungen
2/ Berühren Sie das Thermometer
3/ Spezialschere oder Cutter (im Notfall Bügelsäge)
4/ Ein scharfes Taschenmesser mit kurzer Klinge
5/ Lappen aus nicht-synthetischem Material
6/ Alkohol
7/ Versmaß, Markierung
Vorbereitung von Werkzeugen
1/ Zuerst befestigen wir die Schweißaufsätze fest am Schweißgerät
2/ Stellen Sie das Schweißgerät mithilfe des Reglers auf eine Temperatur von 250 ° - 270 ° C ein und schließen Sie es an das Netzwerk an (die Aufheizzeit des Schweißgeräts hängt von den Umgebungsbedingungen ab).
3/ Im erhitzten Zustand reinigen wir die Schweißaufsätze mit einem Tuch aus nicht-synthetischem Material von Schmutz aus früheren Schweißarbeiten, um eine Beschädigung der Teflonschicht zu vermeiden
4/ Wir können mit der Arbeit mit dem Schweißgerät beginnen, wenn wir mithilfe einer LED-Diode und eines Berührungsthermometers sicherstellen, dass das Schweißgerät ausreichend erhitzt ist. Mit dem Berührungsthermometer wird die Temperatur auf 250 - 270 °C eingestellt
5/ Wir prüfen die korrekte Funktion der Spezialschere bzw. des Schneidrädchens mit ein bis zwei Kontrollschnitten des Reagenzglases – beim Kontrollschnitt darf der Außendurchmesser des Röhrchens nicht gequetscht werden
Příprava materiálu
1/ Vor Beginn der Arbeiten prüfen wir das gesamte Material gründlich
2/ Die Elemente dürfen die Wand in keiner Weise schwächen
3/ Wir prüfen vor der Montage die Funktionsfähigkeit der Verschlusselemente und prüfen die Gewinde mit einem Zählwerk
4/ Wir reinigen und entfetten die Schweißmuffen und die in die Muffe einzuführenden Teile der Rohre
5/ Wir schieben die Fittings auf den Dorn und prüfen, ob sie nicht zu locker auf dem Dorn sitzen – Fittings, die auf dem Dorn wackeln, entsorgen wir!!!
Kundenspezifisches Schweißverfahren
1/ Wir messen die erforderliche Länge des Rohrs und schneiden das Rohr ab (wenn wir eine Bügelsäge verwenden müssen, reinigen Sie die Schnittkante des Rohrs mit einem Messer von Graten).

2/ Darüber hinaus empfiehlt es sich, insbesondere bei Durchmessern über 40 mm, die Außenkante des zu erwärmenden Rohrendes in einem Winkel von 30° - 45° mit einem Messer oder einem Spezialwerkzeug abzuschlagen (Abschneiden). Dadurch wird verhindert, dass sich Material ansammelt, wenn das Rohrende in die Armatur geschoben wird.
3/ Es wird empfohlen, mit einem Marker oder Marker auf dem Rohr die Einstecklänge des Rohrendes in das Fitting entsprechend der Tiefe der Schweißmuffe des Fittings zu markieren. Es ist zu beachten, dass das Rohrende nicht bis zum Anschlag in die Muffe der Armatur geschoben werden darf. Es muss ein Freiraum von min. 1 mm für gesammeltes Material, das den Querschnitt des Fittings an der Schweißstelle verengen würde.
4/ Darüber hinaus wird empfohlen, die Position der Schweißnaht am Rohr und am Fitting zu markieren, um zu verhindern, dass sich das Rohr nach dem Einsetzen im Verhältnis zum Fitting dreht. Hierzu können die Montagemarkierungen auf den Beschlägen genutzt werden.
5/ Nach der Markierung müssen die Schweißflächen gereinigt und entfettet werden. Ohne diese Entfettung kann es nicht zu einer idealen Verbindung der verschmolzenen Schichten kommen! Nun geht es an die eigentliche Erwärmung.
6/ Zuerst schieben wir das Fitting, das eine dickere Wandung als das Rohr hat und sich länger erwärmt, auf die beheizte Verlängerung und prüfen, ob es nicht zu locker auf der Verlängerung sitzt. Ein Fitting, das nicht über die gesamte Oberfläche der Verlängerung passt, verwerfen wir, da eine ungleichmäßige Erwärmung zu einer minderwertigen Schweißnaht führt. Nach der Montage stecken wir das Rohr in den Heizaufsatz. Für die Steckfestigkeit gilt das Gleiche wie für die Armatur. Rohr in den Heizaufsatz. Für die Steckfestigkeit gilt das Gleiche wie für die Armatur.
7/ Wir erhitzen beide Teile für die in der Tabelle angegebene Zeit: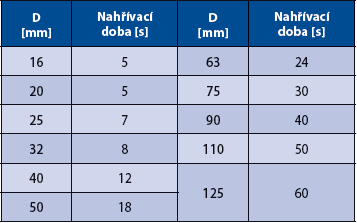
Die Aufheizzeit wird ab dem Moment gemessen, in dem das Rohr und das Fitting in voller Länge auf den markierten Schweißaufsatz geschoben werden. Wenn Rohr und Fitting nicht richtig in den Dorn eingeführt werden, ist eine leichte Drehung beider Teile (max. 10°) möglich, bevor sie in der erforderlichen Länge eingeführt werden. Während des Erhitzens darf keine Unterrotation erfolgen, um ein Zusammenfallen des Materials zu verhindern.
8/ Entfernen Sie nach Ablauf der Aufheizzeit das Fitting und das Rohr vom Schweißaufsatz und verbinden Sie sie, indem Sie das Rohr axial ohne Drehen bis zur Einstecktiefe in die Muffe des Fittings einführen. Wir prüfen die axiale Verbindung des Rohres mit dem Fitting.

9/ In der folgenden Tabelle sind die Zeiten vom Ausbau aus der Armatur bis zum Einsetzen des Rohrs in die Armatur angegeben:
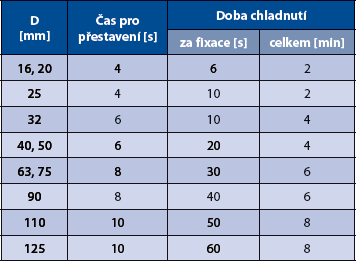
Bei Überschreitung der angegebenen Zeit besteht die Gefahr, dass die geschmolzene Schicht abkühlt und eine Kaltverbindung von schlechter Qualität entsteht. Wir fixieren die frische Fuge und lassen sie gemäß den Zeitangaben in der Tabelle oben abkühlen. Danach kann das Rohr aufgrund des Schweißdrucks und der Positionsänderung des Fittings relativ zum Rohr nicht mehr aus dem Fitting herausgezogen werden.
Das Befüllen der Rohrleitung mit Wasser ist frühestens 1 Stunde nach der letzten Schweißung möglich.